- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Stiskani konektorji
Na Kitajskem podjetje Xiamen Hongyu Intelligent Technology Co., Ltd. podpira prilagajanje standardnih/nestandardnih delov spojnikov Crimp in ima več kot 17 let profesionalne tehnologije pri oblikovanju kalupov strojne opreme in proizvodnji izdelkov za žigosanje. Najmanjša debelina obdelave spojnikov Crimp lahko doseže 0,08 mm, z odlično izdelavo in brez robov.
Pošlji povpraševanje
Opis izdelka
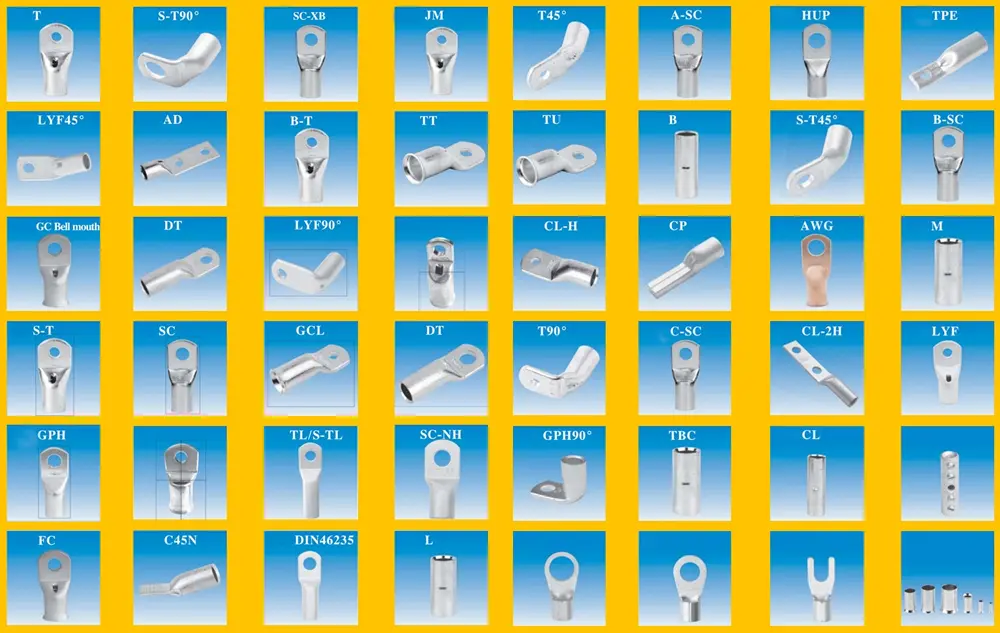
Crimp Connectors je profesionalna komponenta, ki jo je razvil Xiamen Hongyu Intelligent Technology posebej za stiskanje žic in sponk. Z visoko prevodnimi materiali in natančnimi strukturami je rešil težave z zanesljivostjo povezave pri izdelavi žičnih snopov. Ta izdelek je zanesljiva izbira za stranke v tujini, ki potrebujejo električne priključne komponente. Kot dobavitelj na področju obdelave kovin in električnih povezav lahko kupcem zagotovimo visokokakovostne izdelke in storitve za lažje povezovanje tokokrogov.
pregled stanja rimpinga
Kakovost stiskanja terminalov strojne opreme Stamping je ključni dejavnik pri zagotavljanju končne zmogljivosti medsebojne povezave. Ali so deli priključka poškodovani, ali so deli priključka upognjeni, ali je izolacijska plast znotraj okna priključka nedotaknjena, vendar območje za stiskanje žice ni izolirano, ali je žica preluknjana na območju za stiskanje izolacijske plasti, ali je rob za stiskanje pravilen, ali je krtača vidna po stiskanju žice, ali se krtača nahaja v območju povezave in ali obstajajo stožčaste luknje. mikrometrska izmerjena vrednost na točki stiskanja izolacije je znotraj tolerančnega območja, prav tako lahko določi, ali je stanje stiskanja dobro.
Preveriti je treba, ali so strojni priključki žigosanja pravilno stisnjeni. Ne glede na to, ali gre za ročno ali strojno stiskanje, je treba vsako priključno točko natančno pregledati. Nepravilno stiskanje lahko bistveno skrajša življenjsko dobo stisnjenih konektorjev in celo povzroči varnostne nevarnosti.
Zaradi različnih toleranc premera žice za vsako vrsto konektorja in specifikacije se lahko meritev debeline na točki stiskanja premera žice uporabi kot referenčni indeks. Neustrezen premer žice ne le skrajša življenjsko dobo, ampak lahko vodi tudi do nestabilnih povezav, hitrega odklopa in na koncu do izgub.
Tehnologija obdelave
Glavni materiali terminalov strojne opreme za žigosanje so večinoma medenina H62, brez posebnih zahtev. Materiali bobnastih vzmeti kronske vzmeti so večinoma berilijev baker. Niso vsi materiali primerni za pozlačevanje. Zato je pred pozlačevanjem najprej prevlečena plast niklja, da se zagotovi učinek pozlačevanja. Običajni specifikacijski standardi za pozlačevanje na osnovi niklja so, da je debelina plasti niklja 50 do 80 μm, debelina zlate plasti ≥ 2 μm in čistost uporabljenega zlata ≥ 99,8 %. Na koncu nanesite trdno zaščitno folijo; Površina izdelka mora biti gladka, brez oksidacije, da se zagotovi praktičnost, in brez robov, da preprečite zrahljanje izdelka zaradi nestisnjenih robov. Da bi zagotovili kakovost izdelka, na strojni opremi ne sme biti sledi orodja, ščipnitev ali ostrih robov. Imamo visoke zahteve glede kakovosti in ne določamo tolerance ±0,02.
Specifikacija galvanizacije
|
Izdelek |
Stiskani konektorji |
|
Zahteve glede videza |
Brez oksidacije, porumenelosti, črnenja, modrenja, vijoličaste barve, zatikanja, neravnih krakov ali drugih napak. |
|
Plating Performance |
Polna nikljeva osnova: 50-80 μ". Pozlata: 1 μ". Merilne točke na obeh straneh: 3 mm. |
|
Odpornost na visoke temperature |
Vzdržati mora 260 °C 5 sekund brez razbarvanja, črnenja, porumenelosti, mehurčkov ali luščenja. |
|
Test spajkanja |
Pokritost spajkanja mora biti nad 95 %. |
|
Preizkus solnega razpršila |
Testirano s 5% raztopino soli pri 35°C 24 ur. Oksidacija, počrnitev ali druge napake niso dovoljene. |
|
Preskus oprijema (test lupljenja) |
Brez luščenja premaza na ukrivljenih površinah. |
|
Okoljska skladnost |
Vse prevleke morajo biti skladne z zelenimi okoljskimi zahtevami ROHS. |
|
Pokrivanje kritičnih območij |
Vse merilne točke in označene merilne površine morajo biti prevlečene v skladu s specifikacijami (ta območja so kritična za spajkanje in prevodnost). |
Hot Tags: Stiskani konektorji, Kitajska, proizvajalci, dobavitelji, tovarna, ponudba, kakovost
Oznaka izdelka
Povezana kategorija
Štancanje aluminija
Žigosanje medeninastih delov
Žigosanje delov iz nerjavečega jekla
Inconel delno žigosanje
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.