- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

domov
>
Izdelki > Natančno kovinsko žigosanje > Štancanje aluminija > Kovinske matrice za vtiskovanje po meri





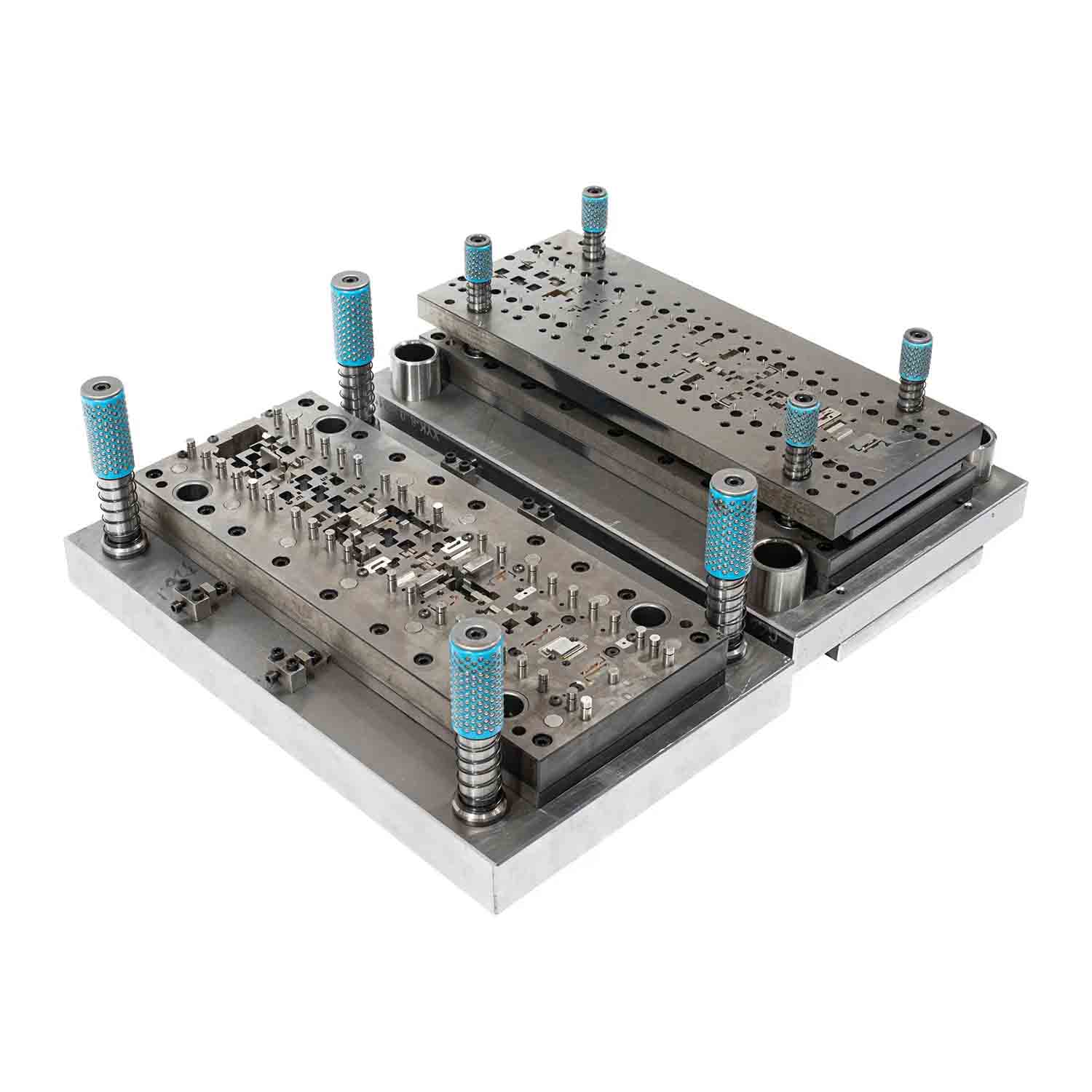
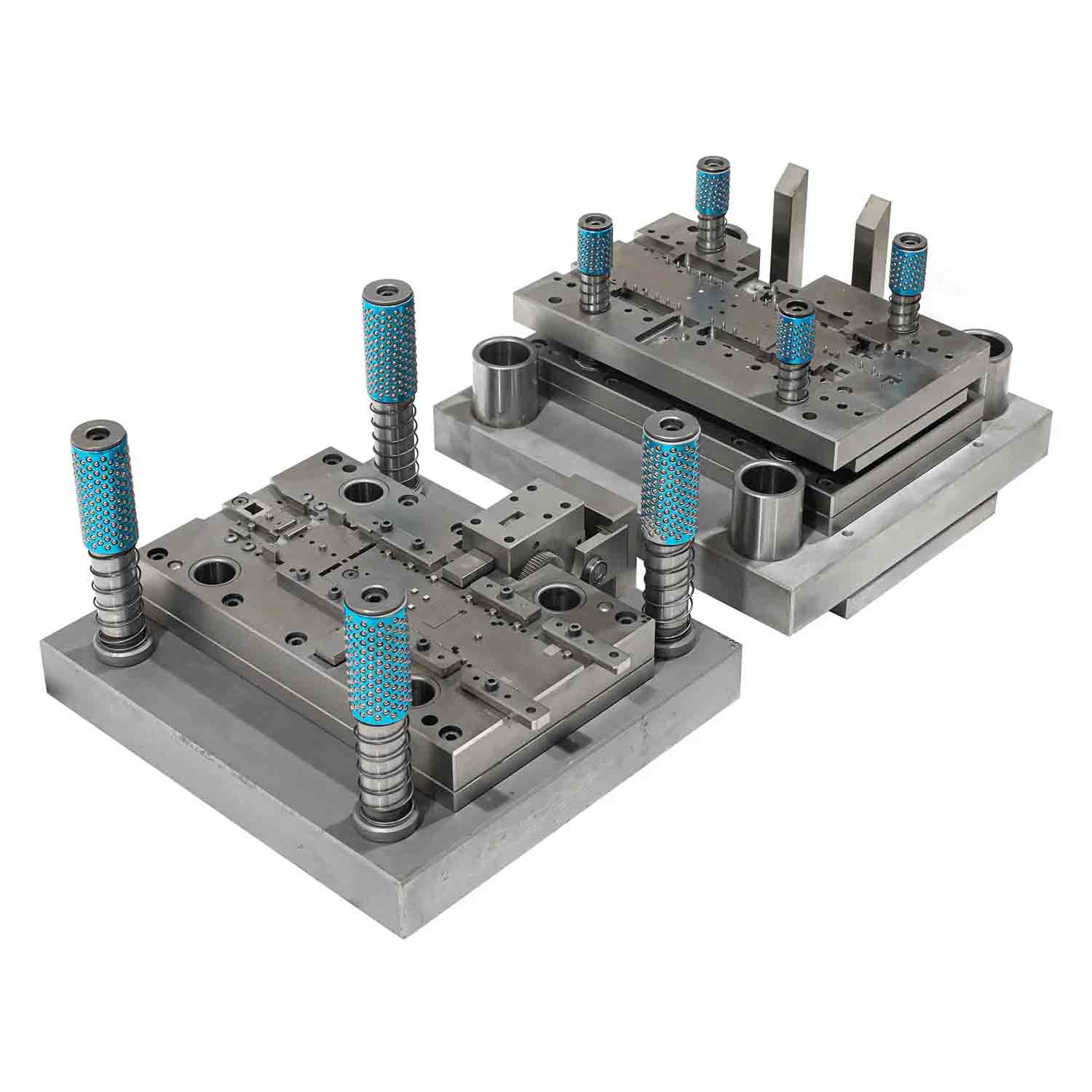
Kovinske matrice za vtiskovanje po meri
Matrice za vtiskovanje kovin po meri Xiamen Hongyu Intelligent Technology Co., Ltd. se pogosto uporabljajo v panogah, kot so avtomobili, medicinska oskrba in vesoljska industrija, specializirane za proizvodnjo natančnih kalupov za visokokakovostne kovinske dele. Običajno se uporabljajo materiali z visoko trdnostjo, kot je jeklo ali trda zlitina. Hongyu lahko prilagodi dizajn glede na posebne potrebe vsake stranke.
Pošlji povpraševanje
Opis izdelka
Proizvodnja matrice za kovinsko vtiskovanje po meri je običajna industrijska metoda obdelave, ki se uporablja za obdelavo materialov v posebne oblike. Je zelo pogost postopek v proizvodnji masovnih izdelkov. Scenariji uporabe obdelave s kalupi so zelo obsežni, od avtomobilskih delov, vesoljske industrije do strojne opreme. Zato so kalupi znani tudi kot "mati industrije". Na Kitajskem ima Xiamen Hongyu Intelligent Technology Co., LTD., eno vodilnih podjetij za žigosanje kovin, strog nadzor kakovosti. Z inšpekcijo surovin, inšpekcijo procesa in končno inšpekcijo smo pripravljeni našim strankam predstaviti najboljše izdelke.
Določite načrt postopka
Oblikovanje načrta postopka matrice za vtiskovanje kovin je pomemben del. Analiza procesa vključuje analizo procesa na podlagi značilnosti oblike, dimenzijske natančnosti in zahtev glede kakovosti površine obdelovanca. Najprej je treba potrditi in našteti vse osnovne postopke, ki jih je treba uporabiti, kot so rezanje, prebijanje, upogibanje, raztezanje, robljenje in izboklina.
Na podlagi procesnih izračunov in zahtev glede oblikovne in dimenzijske natančnosti se določi število procesov, kot je število razteznih časov za raztegnjene dele in število obdelavnih časov za upognjene dele itd.
Zaporedje obdelave je določeno na podlagi značilnosti deformacije obdelave, zahtev glede dimenzijske natančnosti in priročnosti delovanja. Na primer, če izdelek zahteva tako metode obdelave kot vtiskovanje in upogibanje, ali naj bo najprej vtisnjen in nato upognjen ali najprej upognjen in nato vtisnjen?
Na podlagi različnih dejavnikov, kot so proizvodna serija, velikost, zahteve glede natančnosti, stopnja proizvodnje progresivnega žigosanja in proizvodna zmogljivost opreme, kot je sestavljeni postopek žigosanja, neprekinjeni postopek žigosanja itd., so na splošno velike serije, zahteve nizke natančnosti, debeli materiali in izdelki velikih dimenzij primerni za enoprocesno proizvodnjo. Visoko natančni izdelki so primerni za sestavljeno žigosanje.

Lastnosti oblikovanja
Kovinski ali nekovinski materiali so vstavljeni v matrice za kovinsko žigosanje, stroj za žigosanje pa izvaja pritisk, da deformira materiale in tako pridobi zahtevane dele. To je postopek žigosanja. Tehnologija žigosanja se široko uporablja in lahko obdeluje kovinske pločevine, palice in nekovinske materiale. Obdelava žigosanja poteka predvsem pri sobni temperaturi.
Izdelava kalupov ne zahteva le visoke natančnosti obdelave, temveč tudi dobro kakovost površine obdelanih delov. Proizvodno toleranco delovnega dela navadnega kalupa je treba nadzorovati v okviru ±0,01 mm, pri nekaterih visoko natančnih delih pa jo je treba nadzorovati celo na mikrometrski ravni. Medtem mora biti površinska hrapavost delovnega dela manjša od 0,4 μm. Natančnost kalupa določa natančnost izdelka, hrapavost kalupa pa določa hrapavost izdelka. Delovni del matrice za vtiskovanje kovin je običajno kompleksna ukrivljena površina, sestavljena iz dveh ali treh dimenzij, ki ima visoke zahteve glede trdote materiala. Običajno je izdelan iz materialov, kot je kaljeno orodno jeklo, da zadosti visoko intenzivnim delovnim zahtevam ponavljajoče se obdelave kalupov z žigosanjem.
Različne zahteve glede učinkovitosti postopkov žigosanja niso absolutne, zlasti v kontekstu trenutnega hitrega razvoja tehnologije žigosanja. Izbrati moramo razumno metodo obdelave, ki temelji na dejanskih proizvodnih zahtevah in možnostih, pravilno oblikovati potek procesa žigosanja in izbrati ustrezno strukturo matrice, ki ne sme ustrezati samo tehničnim zahtevam, ampak tudi pogojem postopka žigosanja.
Oblikovanje
Načrtovanje matrice za vtiskovanje kovin je sistematičen in celovit proces, ki vključuje deformacijo materiala, mehanske izračune in natančno obdelavo. Na primer, matrica za žigosanje je matrica, ki se uporablja za rezanje, izrezovanje ali prebijanje. Večina se jih uporablja na področjih, kot je rezanje tesnil in strojnih delov. Ker je treba rezalno površino kalupa večkrat vtisniti, je treba razmisliti o toplotni obdelavi rezalnega roba, kot je obdelava na HRC58-62 stopinj ali prevleka s titanom. To lahko podaljša življenjsko dobo kalupa in zmanjša vpliv čezmernih robov, ki jih povzroča obraba kalupa, na rezanje pribora.
Hot Tags: matrice za vtiskovanje kovin po meri, Kitajska, proizvajalci, dobavitelji, tovarna, ponudba, kakovost
Povezana kategorija
Štancanje aluminija
Žigosanje medeninastih delov
Žigosanje delov iz nerjavečega jekla
Inconel delno žigosanje
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.