- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Uvod v tehnologijo globokega vlečenja: vratne plošče hladilnikov in bobni pralnih strojev
1. Pregled postopka globokega vlečenja
Globoko vlečenje je tehnologija obdelave kovin, ki se pogosto uporablja pri izdelavi različnih industrijskih izdelkov. Uporablja se predvsem za preoblikovanje kovinskih plošč v izdelke z globino in kompleksnimi oblikami z opremo za žigosanje. S tem postopkom ni mogoče proizvesti le delov z visoko trdnostjo in kompleksnimi oblikami, temveč tudi izboljšati izkoristek materiala in zmanjšati nastajanje odpadkov.
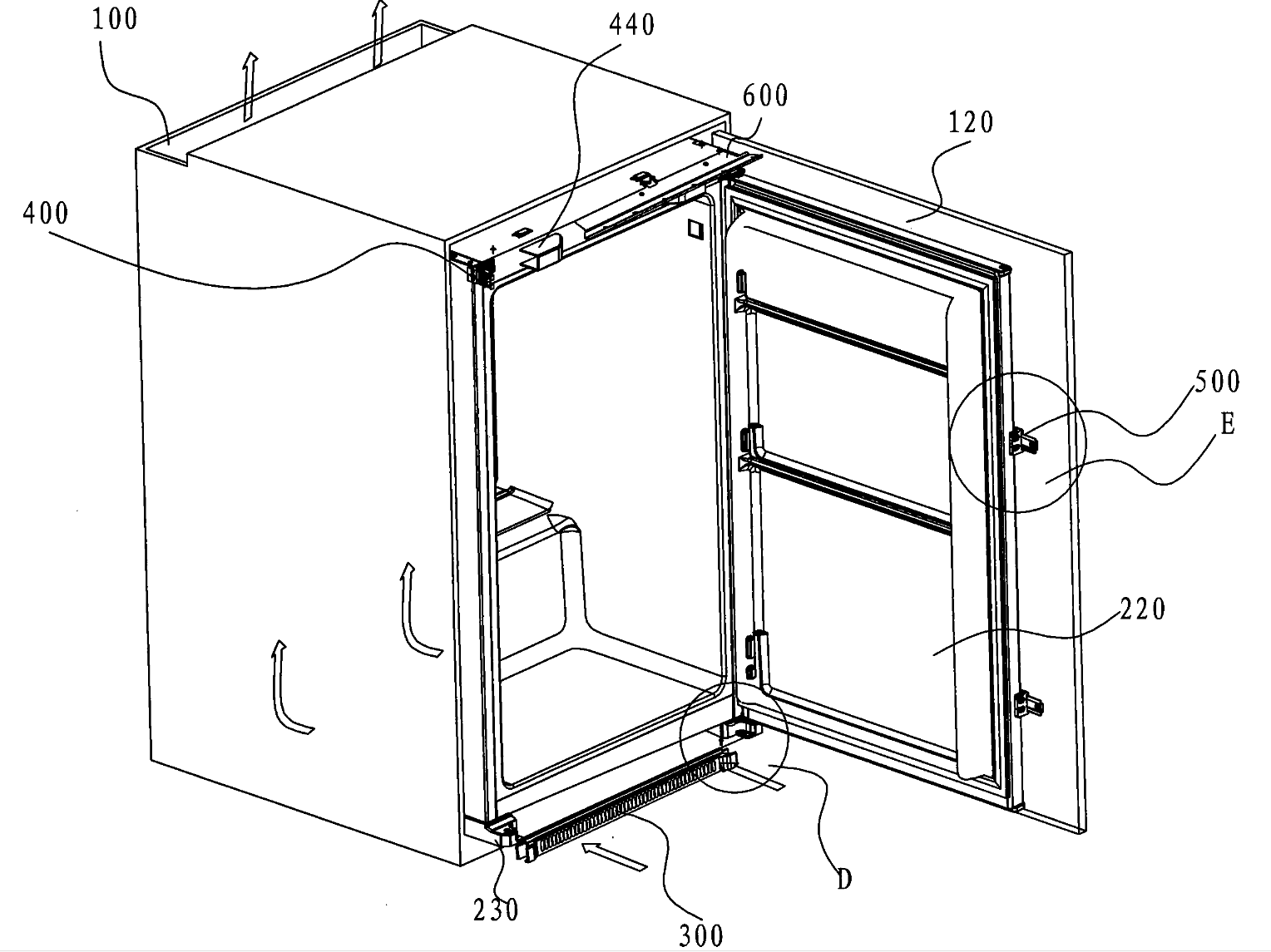
2. Postopek globokega vlečenja plošč vrat hladilnika
2.1 Potek procesa
Izdelava vratnih panelov hladilnikov se običajno začne z izbiro primernih kovinskih materialov, kot so hladno valjana jeklena pločevina ali aluminijeve zlitine. Postopek obdelave vključuje naslednje glavne korake:
Rezanje in predobdelava: Najprej je kovinska pločevina razrezana na ustrezno velikost in očiščena, da odstranimo površinsko olje in okside.
Predluknjanje: luknjanje ali utorov na kovinski plošči za nadaljnje postopke za izboljšanje plastičnosti materiala.
Globoko vlečenje: Pločevina se postavi v risalno matrico in pločevina se postopoma raztegne in oblikuje s pritiskom. Ta korak lahko vključuje več stopenj za zagotovitev, da plošča med postopkom oblikovanja ne poči.
Končna obdelava in pregled: Vratne plošče po oblikovanju obrežemo, da odstranimo odvečne ostanke, preverimo dimenzije in kakovost.
2.2 Tehnične točke
Izbira materiala: Debelina, trdota in duktilnost materiala neposredno vplivajo na kakovost globokega vleka. Pretrdi materiali lahko povzročijo razpoke, premehki pa ne morejo ohraniti oblike.
Zasnova kalupa: zasnova kalupa mora biti natančna, da zagotovi, da se kovinska pločevina lahko enakomerno raztegne brez deformacij. Sistem mazanja in hlajenja kalupa je prav tako ključnega pomena za zmanjšanje trenja in kopičenja toplote.
Parametri oblikovanja: Vključno s parametri, kot so hitrost vlečenja, tlak in temperatura, ki jih je treba prilagoditi glede na lastnosti materiala in zahteve končnega izdelka, da se doseže najboljši učinek oblikovanja.
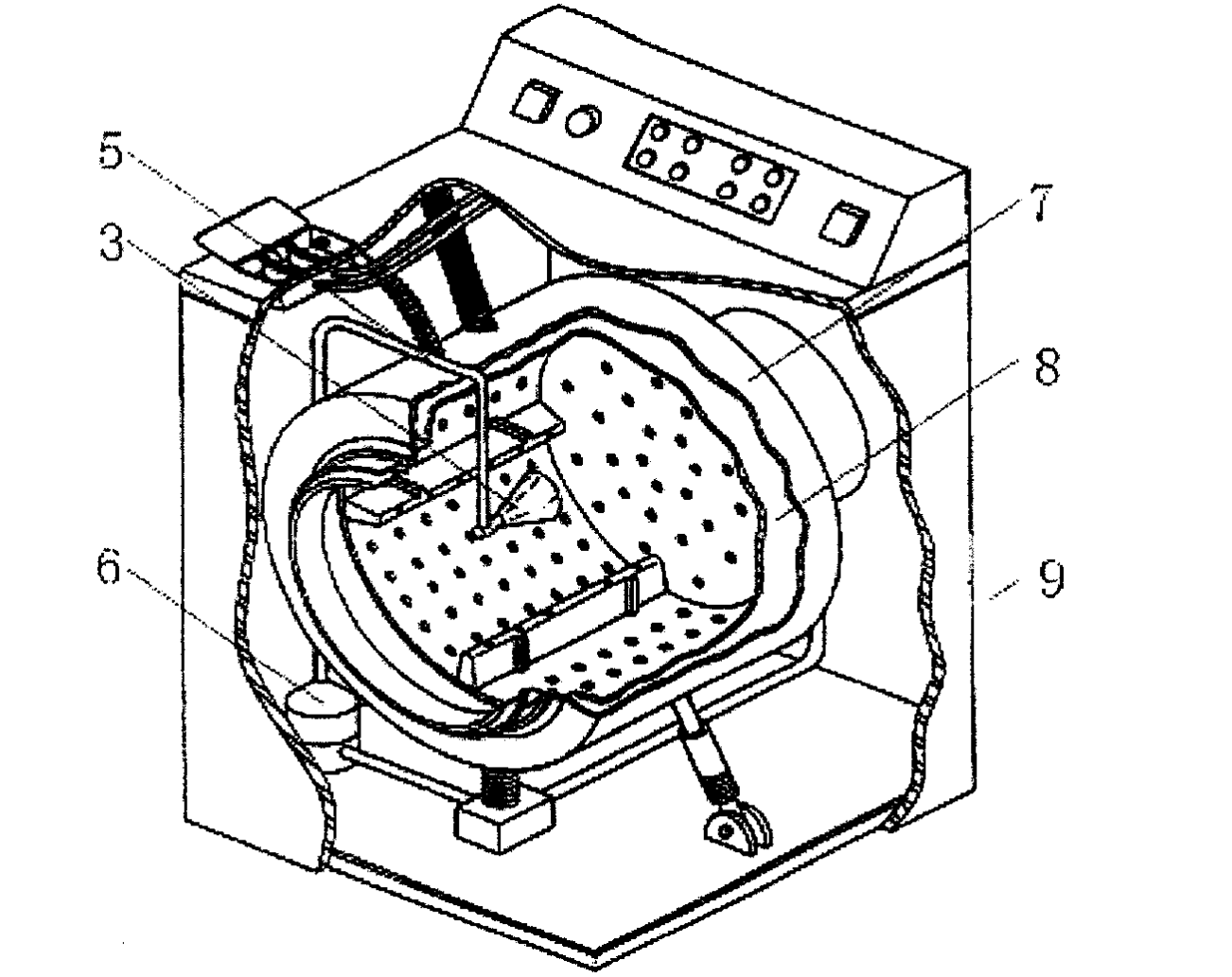
3. Postopek globokega vlečenja bobna pralnega stroja
3.1 Potek procesa
Postopek izdelave bobna pralnega stroja je podoben, vendar so zahteve strožje:
Izbira materiala in obdelava: Izberite jeklene plošče, odporne proti koroziji, kot je nerjavno jeklo, za rezanje in površinsko obdelavo.
Predizbijanje: Predizbijanje lukenj v pločevino za naknadno oblikovanje.
Oblikovanje risbe: Z večstopenjskim postopkom vlečenja zagotovite, da je notranja površina bobna gladka in brez napak.
Varjenje in obrezovanje: telo bobna je treba po oblikovanju zvariti in obrezati, da se zagotovi stabilnost in tesnjenje strukture.
Pregled: Vključno s preskusi vodotesnosti, ravnotežja in vzdržljivosti za zagotovitev učinkovitosti in varnosti pralnega stroja.
3.2 Tehnične točke
Značilnosti materiala: Ker mora ohišje bobna pralnega stroja prenesti visoko hitrost in visoko temperaturo, je nerjavno jeklo pogosto uporabljen material. Odpornost proti koroziji in trdnost materiala sta ključna.
Tehnologija vlečenja: ohišje bobna pralnega stroja običajno zahteva visoko tehnologijo vlečenja, da se zagotovi okroglost in gladkost telesa bobna, hkrati pa se izogne deformaciji in koncentraciji napetosti.
Postopek varjenja: Visoko natančen postopek varjenja je bistvenega pomena za zagotovitev tesnjenja in vzdržljivosti telesa bobna.
4. Drugi izdelki, ki se uporabljajo v procesu risanja
4.1 Karoserija avtomobila
Proizvodnja avtomobilskih karoserijskih lupin prav tako uporablja postopek vlečenja za izdelavo karoserijskih plošč kompleksnih oblik, kot so sprednja in zadnja vrata, strehe itd. Ta proces zahteva kovinske materiale visoke trdnosti in natančno zasnovo kalupa, da se zagotovi trdnost in lepota karoserije. telo.
4.2 Stove Liner
Obloga peči mora biti odporna na visoke temperature in toplotne šoke. Postopek globokega vlečenja se običajno uporablja za oblikovanje kovinske pločevine v toplotno odporno oblogo, ki zagotavlja dobro toplotno prevodnost in strukturno trdnost.
4.3 Ohišje letala
Lupina in sestavni deli letala so pogosto izdelani s postopkom globokega vlečenja, da se dosežejo zahteve glede lahke teže in visoke trdnosti. Te komponente so običajno izdelane iz aluminijevih ali titanovih zlitin, zmogljivost in varnost pa zagotavljajo natančni postopki oblikovanja.
4.4 Rezervoar za požarno vodo
Rezervoarji za požarno vodo običajno zahtevajo veliko kapaciteto in visoko trdnost. Postopek globokega vlečenja se uporablja za izdelavo linijskega dela velikih rezervoarjev za vodo, da se zagotovi zadostna prostornina in vzdržljivost.
Končno
Kot pomembna tehnologija obdelave kovin se postopek globokega vlečenja pogosto uporablja v proizvodnji izdelkov v številnih panogah, od gospodinjskih aparatov do avtomobilov. Z natančnim nadzorom materialov, oblikovanja kalupov in parametrov oblikovanja je mogoče izdelati visokokakovostne dele, ki izpolnjujejo različne zahteve uporabe.