- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Tehnologija žigosanja
Obdelava pločevine v zahtevano obliko je postopek hladnega preoblikovanja. Standardna tehnologija hladnega preoblikovanja je obdelava pločevine, vključno z žigosanjem, kovanjem, ekstrudiranjem, valjanjem in vlečenjem. Štancanje je najbolj priljubljena tehnologija hladnega oblikovanja pri obdelavi pločevine in se uporablja v številnih panogah, vključno z avtomobilsko industrijo, elektronskimi komunikacijami, vesoljstvom, gradbeno strojno opremo itd.

Kaj je kovinsko žigosanje?
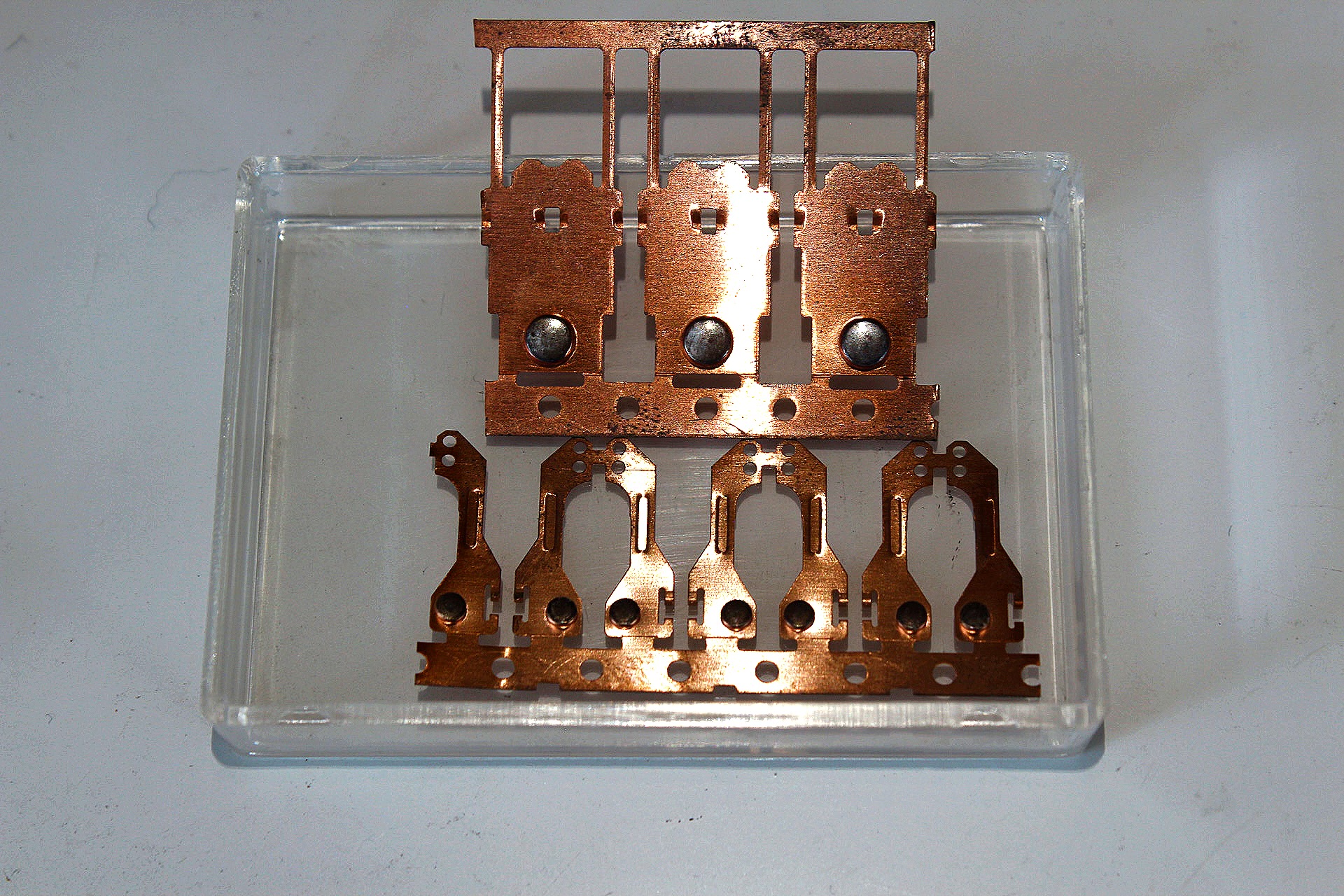
Žigosanje je proizvodna metoda, ki uporablja pritisk stroja za žigosanje za pretvorbo kovinskih zvitkov ali plošč v želeno geometrijsko obliko na oblikovanem kalupu. S postopkom žigosanja je mogoče v največji meri izboljšati proizvodno učinkovitost in izdelati natančne kovinske dele za žigosanje. Z optimizacijo procesov, sistemov in orodij postane žigosanje bolj industrializirano.
Stroj za žigosanje, matrica za žigosanje in luknjač so tri pomembne komponente v postopku žigosanja. Prilagojeni deli zahtevajo prilagojene kalupe, pošljite vzorce ali risbe in HY inženirji vam bodo zagotovili brezplačno oceno in ponudbo. Morda mislite, da bo kovinska plošča povzročila veliko odpadkov pri rezanju med postopkom štancanja. Z napredkom tehnologije nastaja vedno manj odpadkov. Z zasnovo dovajanja matrice ne bo več odpadkov.
Odvisno od kompleksnosti dela lahko izdelava vsakega dela zahteva številne korake, vključno s prebijanjem, izrezovanjem, vtiskovanjem, robljenjem in upogibanjem.

Katere materiale je mogoče žigosati?
Žigosanje deluje tako na kovinskih delih kot tudi na nekaterih plastičnih in kompozitnih materialih. Za žigosanje se običajno uporabljajo naslednji materiali:
·•Železni deli
·•Aluminij
·•Baker
·•medenina
·•Titan
·•nikrom
·•Polistiren
·•Polipropilen
·•ABS
·•Karbonska vlakna
·•Aramidna vlakna

Vrste postopkov žigosanja
V skladu s standardno prakso žigosanja obstajajo štirje postopki: progresivna matrica, štiri drsniki, globoko vlečenje in kratkotrajno žigosanje.
1. Progresivno žigosanje
Progresivno žigosanje je zelo učinkovit postopek žigosanja, ki se pogosto uporablja za izdelavo kompleksnih delov v velikih količinah. V procesu postopnega žigosanja gre kovinska pločevina skozi vrsto postaj za kalupe, ki postopoma izvajajo več operacij žigosanja, da se končno zaključi proizvodnja dela.
Glavne značilnosti progresivnega žigosanja vključujejo:
• Zasnova z več postajami: progresivno žigosanje je opremljeno z več postajami, od katerih vsaka izvaja posebne operacije žigosanja. S prehodom skozi različne delovne postaje enega za drugim se neprekinjeno izvaja več operacij žigosanja, da se zaključi oblikovanje kompleksnih delov.
• Avtomatizirano delovanje: progresivno žigosanje z matricami običajno uporablja avtomatizirano opremo za delovanje, vključno s podajanjem, pozicioniranjem, žigosanjem, praznjenjem in drugimi postopki. Ta avtomatizacija poveča produktivnost in doslednost ter zmanjša možnost človeške napake.
•Visoka natančnost in ponovljivost: Ker vsaka postaja natančno nadzoruje položaj in silo operacije žigosanja, je progresivno žigosanje sposobno visoke natančnosti in ponovljivosti, kar zagotavlja, da je vsak del dosledne velikosti in kakovosti.
•Hitra proizvodnja: progresivno žigosanje lahko neprekinjeno proizvede veliko število delov v kratkem času, kar izboljša učinkovitost proizvodnje in proizvodnjo.
•Vsestranskost: progresivno žigosanje lahko izvaja več postopkov žigosanja hkrati, kot so brušenje, prebijanje, krivljenje itd., zaradi česar je primerno za izdelavo različnih oblik in vrst delov.
Progresivno žigosanje se pogosto uporablja v avtomobilski industriji, elektronski opremi, gospodinjskih aparatih, letalstvu in drugih področjih ter je še posebej primerno za proizvodnjo kompleksnih kovinskih delov in komponent.
2. Štampanje s štirimi drsniki
Štancanje s štirimi drsniki je poseben postopek žigosanja, ki se uporablja za izdelavo kovinskih delov zapletenih oblik. Uporablja luknjač s štirimi drsniki za dokončanje več operacij žigosanja z nadzorom gibanja štirih drsnikov.
Glavne značilnosti žigosanja s štirimi diapozitivi vključujejo:
•Štiridrsni luknjač: štiridrsni luknjač ima štiri drsnike, ki nadzorujejo različne postopke žigosanja. Vsak drsnik se lahko premika neodvisno, kar omogoča prilagodljivost in vsestranskost.
• Izdelava kompleksnih delov: Štancanje s štirimi drsniki je primerno za izdelavo delov kompleksnih oblik, kot so upogibanje, torzija, zobniki, vzmeti itd. Z nadzorom gibanja in položaja štirih drsnih blokov je mogoče oblikovati kompleksne dele.
• Visoka natančnost in stabilnost: štiridrsno žigosanje ima visoko natančnost in stabilnost ter proizvaja dele dosledne velikosti in kakovosti. Z natančnim nadzorom gibanja drsnika in sile prebijanja je mogoče doseči natančne rezultate oblikovanja.
• Učinkovita proizvodnja: žigosanje s štirimi drsniki lahko izvede več operacij žigosanja v krajšem času, s čimer izboljša učinkovitost proizvodnje in proizvodnjo. Primeren je za množično proizvodnjo delov, ki zahtevajo visoko hitrost proizvodnje.
•Širok nabor uporabnih materialov: Štancanje s štirimi drsniki je primerno za različne kovinske materiale, kot so jeklo, aluminij, baker itd. Lahko obdeluje materiale različnih debelin in trdote, da izpolni zahteve različnih delov.
Štancanje s štirimi drsniki se pogosto uporablja v avtomobilski industriji, elektronski opremi, gospodinjskih aparatih, strojnih izdelkih in na drugih področjih. Je učinkovit, prilagodljiv in natančen postopek žigosanja, ki ga je mogoče uporabiti za izdelavo kompleksnih oblik in zahtevnih delov.

3. Globoko vlečenje in žigosanje
Risanje žigosanja je postopek žigosanja kovin, ki se uporablja za preoblikovanje ravnih kovinskih materialov v globoke, tridimenzionalne oblike. Z raztezanjem kovinskega materiala v kalup oblikuje želeno obliko.
Glavne značilnosti žigosanja z globokim vlekom vključujejo:
•Globinsko oblikovanje: Globoko vlečenje je primerno za izdelavo delov z globino, kot so cilindrični deli, skledasti deli, stožčasti deli itd. S postopnim raztezanjem in deformiranjem kovinskega materiala je mogoče doseči želeno globino in obliko.
• Oblikovanje kalupa: žigosanje z globokim vlekom zahteva posebej oblikovane kalupe za prilagoditev deformaciji in raztezanju kovinskih materialov. Kalup je običajno sestavljen iz matrice in zgornje matrice, ki skupaj tvorita želeno obliko dela.
• Visoka natančnost in doslednost: globoko vlečeno žigosanje ima visoko natančnost in doslednost ter lahko izdela dele enake velikosti in kakovosti. Z natančnim nadzorom oblike kalupa in deformacije materiala je mogoče doseči natančne rezultate oblikovanja.
•Večstopenjsko oblikovanje: Globoko vlečenje običajno zahteva več operacij žigosanja, od katerih vsaka postopoma povečuje stopnjo raztezanja in deformacije materiala. Kombinacija teh postopkov omogoča bolj zapletene oblike delov in večjo globino.
•Izbira materiala: globoko vlečenje je primerno za različne kovinske materiale, vključno z jeklom, aluminijem, bakrom, nerjavnim jeklom itd. Izbira materiala je odvisna od zahtev dela, dejavnikov, kot so trdnost, odpornost proti koroziji in stroškov.
Globoko vlečenje se pogosto uporablja v proizvodnji avtomobilov, gospodinjskih aparatov, vesoljski industriji, industrijski opremi in drugih področjih. Je učinkovit, natančen in ekonomičen proces preoblikovanja, ki se lahko uporablja za izdelavo delov različnih globin in ustreza potrebam različnih industrij.
Kakšne so razlike v obdelavi žigosanja?
Izdelujejo se različni postopki štancanja glede na zahteve in želene oblike.
Upogib Postopek upogibanja je relativno enostaven za razumevanje. Delovni list se vstavi v poseben kalup in pritisne z luknjačem ali stiskalno zavoro, da se z deformacijo ustvari želeni kot upogiba. Perforacija Perforacija je uporaba luknjača za ustvarjanje majhnih lukenj, rež ali zarez. Izsekovalna matrica drži obdelovanec, luknjač pa se spusti v matrico, da izreže ali preluknja luknje v kovinsko ploščo. StretchStretching je vlečenje kovinske pločevine skozi matrico za izdelavo določene oblike ali oblike. Velika udarna sila, ki jo ustvari luknjač, potisne kovinsko ploščo ob kalup in jo učinkovito deformira, da se ujema s prečnim prerezom kalupa. Embossed Vtiskovanje je uporaba luknjačev in matric za ustvarjanje dvignjene površine na pločevini. Luknjač vsebuje negativ želene oblike, ki se nato vtisne v kovinsko ploščo, tako da na površini ostane dvignjena ali poglobljena slika. Ulivanje Kot že ime pove, se ulivanje nanaša na oblikovanje pločevine v značilnosti kovanca. Odtisnite list na želenem območju z uporabo dveh matric, stisnjenih drug ob drugega na nasprotnih straneh lista. Utrjevanje Utrjevanje vključuje deformiranje pločevine v cevasto obliko ali profil, kot je na primer vratni tečaj. Ta postopek se običajno izvaja s posebnimi orodji ali stroji, kot so stroji za kodranje ali stiskalnice
Vključuje prepogibanje roba kovinske pločevine nase, da se poveča debelina roba. Prirobljanje Prirobljenje je, ko je material upognjen vzdolž krivulje. Vključuje pritisk na eno ali več določenih področij pločevine, zaradi česar se ta upogne in oblikuje vzdolž krivulje. Vsi ti postopki žigosanja so priljubljeni zaradi nizkih stroškov, hitre proizvodnje, zmogljivosti zapletene oblike in natančnosti. Žigosanje je na voljo s tolerancami od ±0,125 mm do ±1,5 mm.
Uporaba postopka žigosanja
Deli za žigosanje so povsod v našem vsakdanjem življenju, od običajne strojne opreme do naprednih letalskih delov. Zaradi hitrega, preprostega postopka, nizkih stroškov in natančnosti je primeren za različne avtomobilske, letalske in medicinske naprave.
|
Industrijske aplikacije |
Področja uporabe |
|
Avtomobilska industrija |
Avtomobilska industrija ima pomembno vlogo pri razvoju tehnologije žigosanja. Prvotno razvit za proizvodnjo različnih avtomobilskih delov, je zdaj v fazi avtomatizacije in računalniškega nadzora. Pogosti deli v avtomobilih, ki uporabljajo tehnologijo žigosanja, vključujejo plošče karoserije, dele motorja, dele menjalnika, dele vzmetenja, notranjo dekoracijo itd. |
|
Telektrokomunikacije |
Konektorji, stikala, ohišja, releji, jedra transformatorjev itd. |
|
Aerospace |
S postopkom žigosanja se proizvajajo različne letalske in vesoljske komponente, kot so komponente trupa, komponente motorja, kolesa, zavore, sedeži, stene kabine in komponente tekočinskega sistema. |
|
Gospodinjski aparati |
Boben pralnega stroja, obloga vrat hladilnika, rešetka za pečico, plošča za mikrovalovno pečico, rezilo mešalnika, filter za kavni avtomat in drugo. |
|
Militarna obramba |
Oklepne plošče, čelade, nabojniki, sprožilci, antene, konektorji, navigacijski sistemi in namerilni sistemi. |
|
Mmedicinski instrumenti |
Rezila skalpelov, klešče, srčni spodbujevalniki, umetni sklepi, medicinske cevi, naramnice, opornice, zobne krone, medicinski senzorji, mikroskopi, centrifuge, stetoskopi, umetne srčne zaklopke, umetne kite in drugo. |